LEAN SCM: A paradigm shift in supply chain management
Abstract
Supply chain management (SCM) requirements have changed significantly in recent years. The buzzword nowadays when managing global supply chains is adaptation to increasing global complexity and volatility. Growing pressure from financial markets and the difficulty of increasing operating margins and working capital in this environment require efficient planning and execution of global production processes. More and more companies are relying therefore on LEAN SCM – a planning concept for harmonized production and replenishment planning across the entire supply chain with close linkages to organizational processes and IT infrastructure. It is designed expressly to simplify existing planning processes and to improve the synchronization and variability management of global supply chains. This article provides an overview of the key elements of LEAN SCM and its applications in process industries.
1 Introduction
A recent survey of supply chain managers impressively demonstrates the urgent need to adapt existing SCM concepts to the new reality: Threequarters of top managers consider market volatility to be the biggest challenge to their supply chains, followed by supply chain complexity (Cecere, 2013). Most companies have chosen adapting their business processes to the “VUCA” world – an acronym of the words “Volatility”, “Uncertainty”, “Complexity” and “Ambiguity” – as a major strategic target. In this context, global SCM can play a key role in a company’s success.
Particularly for companies in process industries, increasingly frequent, ever-widening market fluctuations, associated with the high level of complexity involved in globally dispersed production processes confronts them with hitherto unknown problems and challenges. Production processes in the chemical industry, for example, are generally characterized by long production times. Production of chemical materials – the basis of numerous industries from tablet computers to cars to cosmetics – often takes months. If the chemical supply chain cannot respond quickly to fluctuations, supply bottlenecks will very quickly threaten many downstream industries. Particularly in the pharmaceutical industry, to take another example, the reliability of supply is the highest principle: It is simply unacceptable to allow poor supply chain planning to threaten the supply of essential drugs. To ensure optimal responsiveness and efficiency in supply chain processes, almost all companies in process industries have in recent decades established global planning departments and invested heavily in their planning systems. The challenges of today’s VUCA world show more and more the major flaw of Advanced Planning and Scheduling (APS) and Enterprise Resource Planning (ERP) systems that form the planning backbone of the global value chain: They work effectively only when extremely reliable forecasts, especially regarding market trends and customer demand, are available. In this article, we introduce LEAN SCM as a concept that enables firms in process industries to overcome the flaws of traditional ERP and APS planning approaches. Due to the extensive interdependency of SCM and supply chain planning, we use ‘LEAN SCM’ and ‘LEAN Supply Chain Planning’ interchangeably.
2 The role of APS and ERP systems
Over the course of their evolution, supply chain planning systems have always responded to emerging challenges. Since the advent of computers and the Internet, the implementation of new business concepts for planning has been intertwined with the use of information technology (IT); in some cases, it was the availability of new technologies that led to major breakthroughs in planning and SCM. Three concepts – material requirement planning (MRP), ERP, and APS – resulted in major changes in planning approaches. Following Packowski (2013), we briefly outline how these three approaches operate and explain why they struggle to deliver acceptable results when operating in a VUCA world.
In many companies, supply chain planning typically centers on the concept of MRP, which became popular in the 1960s as a solution for addressing a growing number of products and production steps. Based on demand for finished goods, MRP supports the calculation of required production volumes and precursor materials. As it grew in popularity, MRP also grew in scope, and evolved in the 1980s into manufacturing resource planning (MRP II), which combined MRP with master scheduling, rough-cut capacity planning, capacity requirements planning (CRP), and other functions. With the development of client/server IT architecture, it became feasible to integrate virtually all of a corporation’s business applications with a common database. This technological advancement led to the development of ERP, offering integration of internal and external information across an entire organization, and integrating all MRP/MRP II functionalities on one common platform; today, ERP systems form, at least in order execution, the backbone of virtually all supply chain planning organizations.
At the end of the 1990s, in the face of globalized manufacturing and delivery processes, SCM as a corporate function rose to prominence. In parallel with the growing number of SCM departments and functions across companies, APS technology became an important cornerstone of most supply chain initiatives. The combination of SCM business concepts and APS as a technology platform provided companies with the means to implement globally integrated planning processes, encompassing multiple sites and countries. Modern APS solutions essentially adhere to the same principles as MRP II but are designed to cope with complex supply networks across plants and regions. They are capable of integrating all material flows of intermediates between production plants. In contrast to locally and site-oriented planning in ERP systems, APS provides additional functionalities for global visibility and planning. Equipped with modern inmemory database technology and enabling advanced mathematical optimization methods, APS promised to solve complex planning problems in global value chains.
Although APS and its predecessors such as MRP and ERP delivered substantial benefits to many companies, they all have an Achilles heel: depending heavily on accurate input for planning in the form of demand forecasts. If the input does not have the required quality, planning faces multiple issues regarding costs and service. And as the painful experiences of many companies show, forecast accuracy is often not sufficient, resulting in poor planning results as well as complex counter-measures in daily operations. A supply chain manager at one of the world’s largest pharmaceutical manufacturers commented: “Can you tell exactly at which wedding or family reunion you will be in twelve months? Certainly not! But our planning systems, however, expect to be able to set production and scheduling decisions twelve months ahead.” (Bohl, 2010).
3 LEAN SCM: Definition and key elements
3.1 Definition
LEAN SCM is designed to enable production and replenishment planning across the entire supply chain in a synchronized way. LEAN SCM is influenced by two main developments: first, traditional supply chain planning and, second, the rise of lean operations. On the one hand, LEAN SCM aims to overcome the well-known drawbacks of (traditional) ERP, MRP, or APS – dependency on forecasts and their inherent complexity. On the other hand, it also aims to translate lean manufacturing principles such as production leveling, takts, and pull production into supply chain planning in order to allow for more simplified and consumption-driven processes. For a more detailed discussion of lean manufacturing, we refer the reader to Wormack et al. (2003, 2005). Today, however, these popular lean approaches are predominantly used at the shop-floor level in plants, but are less frequently employed in supply chain planning. Here it is important to emphasize that LEAN SCM is designed as a holistic business concept, also incorporating guidelines for alignment with organizational processes and integration into IT infrastructure (Packowski 2013).
3.2 Key elements
Three planning and management concepts are particularly emphasized in order to effectively align planning processes in process industries with the requirements of the VUCA world. They also form the key elements of LEAN SCM (Packowski, 2013; http://www.leansupplychainplanning.com).
Cyclic Planning with Rhythm Wheels
Many companies have achieved great success incorporating lean manufacturing principles when designing their manufacturing operations to achieve greater efficiency. With cyclic planning and control of entire supply chains is it now possible to transfer these ideas to global end-to-end production processes. In process industries it is especially important to devote attention to the optimal design of set-up procedures and campaign sizes, as well as to orient them in accordance with rapidly changing market demand. Without optimal set-up sequences – for example shifting from bright to dark colors or from high to low concentrations -companies risk substantial production losses and cost increases.
To reduce inventory and increase the utilization of capital-intensive equipment, more and more companies rely on “Rhythm Wheels.” During the past decade, these planning approaches rose to popularity in process industries as a promising alternative to MRP and its variants (e.g. Foster, 2007; King, 2009; Packowski et al., 2010). These planning models make it possible to efficiently plan a variety of products at a plant or production asset while at the same time smoothing capacity load to avoid costly production peaks. The concept of Rhythm Wheels is rooted in the classical economic lot scheduling problem (ELSP), which aims to design a cyclic production schedule that minimizes production and inventory costs (Elmaghraby, 1978). Besides reducing dependency on accurate forecasts, it is also recognized as a highly intuitive planning tool for operations managers.
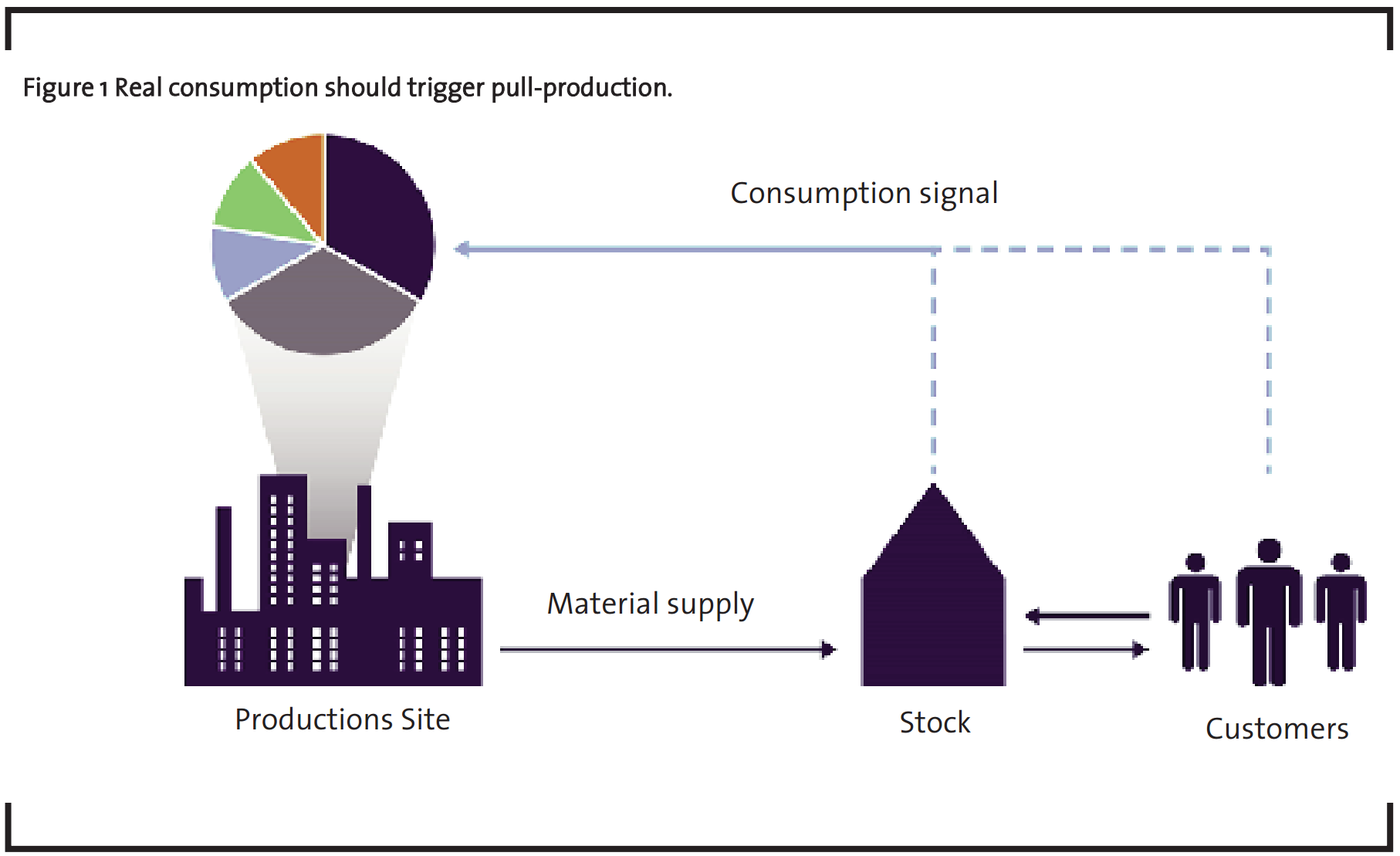
Figure 1 illustrates the nature of Rhythm Wheels: A Rhythm Wheel continuously repeats a given production sequence. Each spoke of the wheel symbolizes the production of a certain product. The Rhythm Wheel arranges the products in an optimal order to utilize assets and operations morecost effectively. When planned according to Rhythm Wheels, production processes can even be perfectly aligned with fluctuating market demand. The lengths of the wheel’s spokes – and thus production volumes – are continuously synchronized based on a pull-logic according to existing stocks and customer orders.
To implement Rhythm Wheels for a broader range of products, certain modifications to standard approaches in the literature (e.g. King, 2009) are required: first, rules for dynamic cycle times (the time for one turn of the wheel) and second, rules for manufacturing certain products not in every cycle but, for example, in every third or fourth cycle. As part of the LEAN SCM concept, Packowski (2013) introduces novel variants of the Rhythm Wheel -Breathing and High-Mix Rhythm Wheels – to incorporate such rules.
End-to-end synchronization along the supply chain
Value chains in process industries are typically extended across a variety of production stages and are often spread over several plants around the world. In order to ensure cost effectiveness and alignment with markets, supply chain synchronization is of utmost importance. Only effective synchronization can relegate production delays or even failures to the past. In this context Rhythm Wheels can achieve significant improvement; they not only optimize processes in order to determine the load on a production machine, they also help to achieve effective global timing mechanisms for production processes along all parts of an international supply chain.
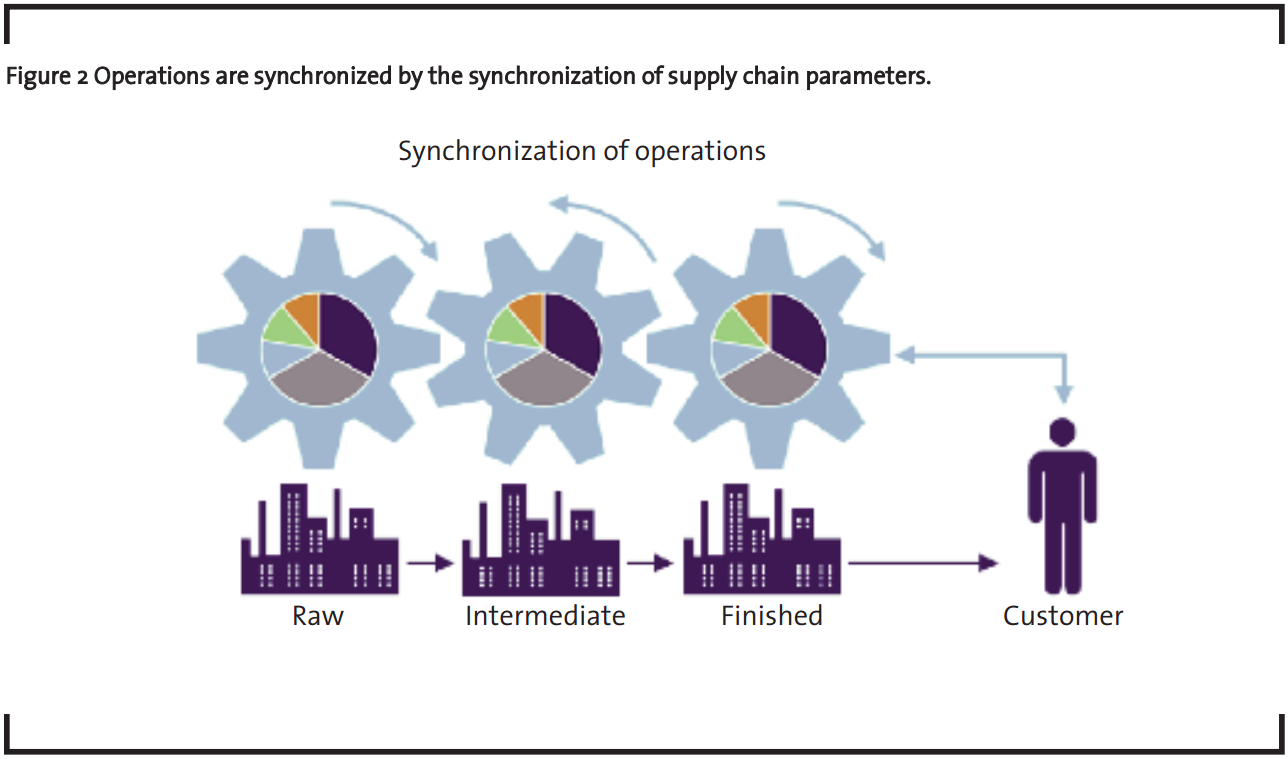
Two dimensions are of utmost importance for end-to-end synchronization: first, the alignment of cycle times across different Rhythm Wheels in order to avoid starvation or idle times; second, the alignment of production and inventory planning along the supply chain. As indicated in figure 2, all steps along the supply chain should be closely coordinated with one another – and, ideally, mesh like gears. In the context of Rhythm Wheels, such synchronization is achieved by establishing a global takt in the supply chain that makes it possible to align the cycle times of the various Rhythm Wheels across the supply chain. Furthermore, to achieve stable synchronization inventory buffers need to be aligned with the cycle times in production (we refer the reader to Packowski (2013) for a detailed discussion of synchronization approaches).
Traditional planning concepts, however, have always failed in this respect. Unless production orders are adapted to local conditions, effective synchronization of upstream and downstream production stages is nearly impossible. By establishing a stable production takt with Rhythm Wheels, complex production networks in the chemical and pharmaceutical industries can be successfully synchronized, thereby reducing lead times and increasing responsiveness.
Variability management on the capacity and inventory side
In many companies in process industries, it has been common practice to counteract demand fluctuation primarily through adjustments of production plans. However, (safety) stocks – although the name suggests they are meant to absorb the impact of market volatility – were previously thought of only for planning a red line such that tapping into such (safety) stocks would spread panic through planning departments. The consequences of such one-sided variability management, however, are no longer acceptable in the VUCA world. While stocks and thus capital costs continue to rise, production peaks can be met only by maintaining costly excess capacity and incurring overtime costs in the workforce.
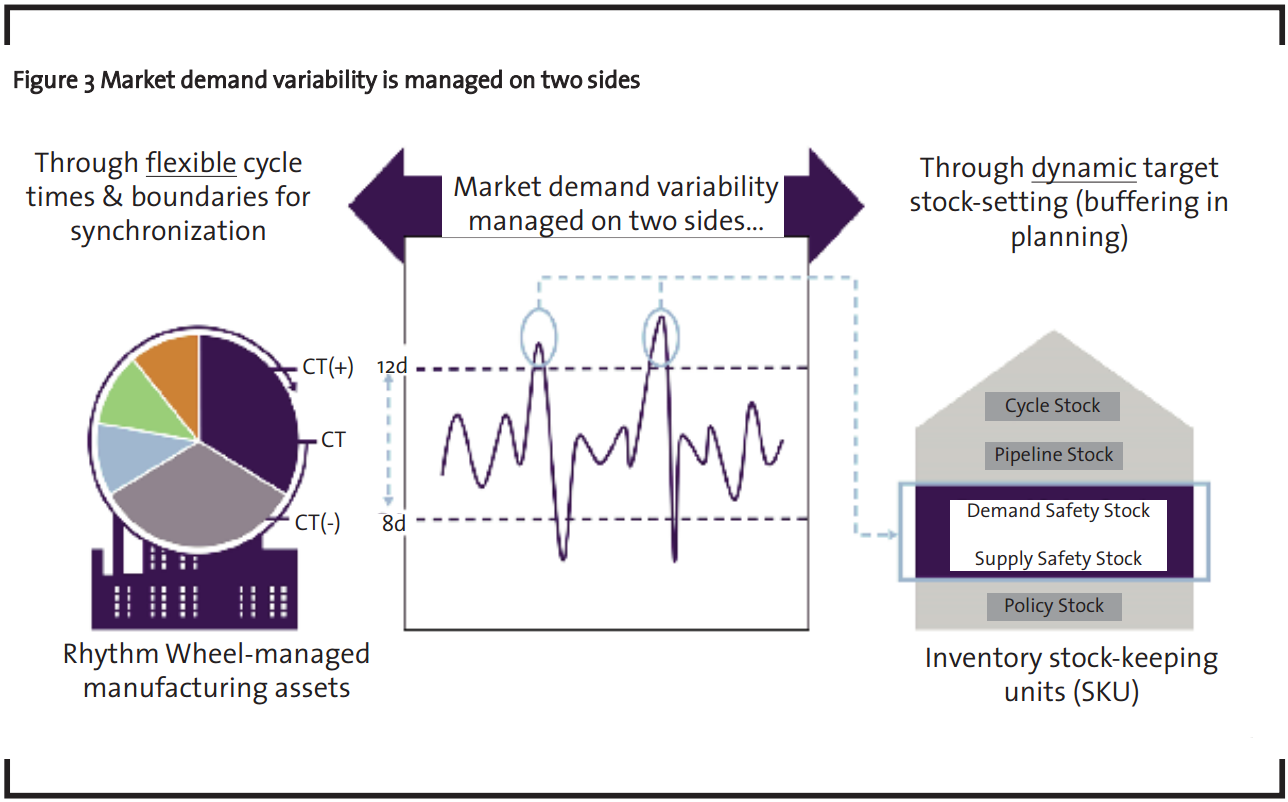
LEAN Supply Chain Planning helps companies manage variability efficiently. By adjusting cycle times in production, capacity can be utilized consistently to actively counteract production peaks in capital-intensive companies in process industries this is a key competitive advantage. If actual demand is significantly above expectations, stocks are actively used in planning. Indeed, it is among the great advantages of LEAN Supply Chain Planning that planning cyclically with Rhythm Wheels makes it possible to match production capacity with stocks more efficiently (see figure 3).
To bring production and replenishment planning together when dealing with volatile environments, the alignment of production planning parameters and inventory targets is elementary. LEAN SCM, therefore, propagates planning processes with which to determine cycle times, planned production quantities, and safety stock targets not in isolation but jointly to allow for cost efficiency while meeting service targets. For instance, when changing the allowable range for cycle time variations at a Rhythm Wheel-managed production asset, the safety stock targets must be adjusted as well. In any case however, it has to be ensured that safety stocks are actively used in the planning and execution process and do not remain a “dead” – no longer used – entity.
4 Results and industry trends
After introducing the key elements of LEAN SCM, we will summarize improvement results for selected supply chain metrics that have been achieved with the implementation of LEAN SCM. Furthermore, we will also provide an overview of LEAN SCM applications in process industries.
4.1 Results for selected supply chain metrics
Many companies have recognized that the more complex and challenging requirements of the business world demand new and innovative approaches in supply chain planning and coordination. Many consider targeting just individual elements in their planning processes, for example improving forecast accuracy or optimizing inventory, as a failed strategy. Such piecemeal efforts at most cure symptoms on a short-term basis, but they do not create the agility and robustness needed by modern supply chains in the VUCA world. More and more companies are therefore relying on LEAN Supply Chain Planning because it greatly simplifies existing planning processes and helps in particular to improve synchronization and variability management along global supply chains.
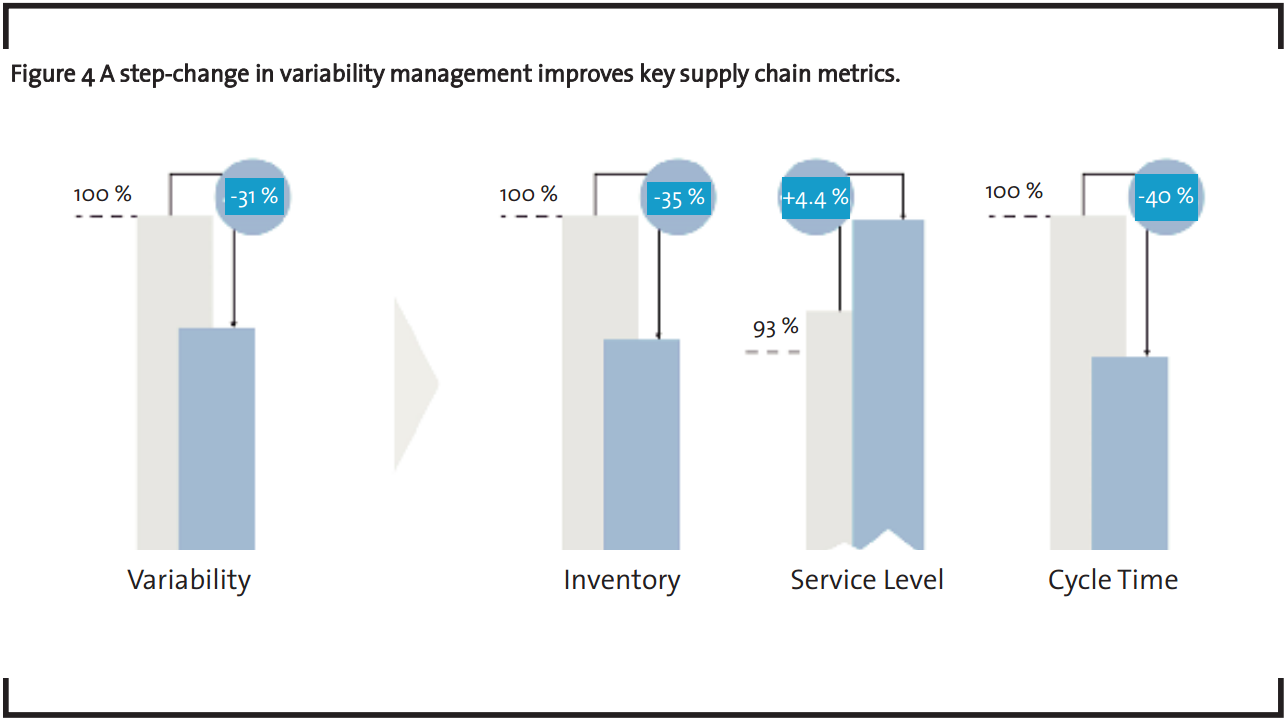
Companies that have implemented LEAN Supply Chain Planning report consistently positive experiences with the new approach. Through better variability management (addressing a major challenge of the VUCA world) it is possible to significantly improve the management of stocks, service levels, and lead times. The results shown in figure 4 are based on industry cases reported in Packowski (2013). Due to concerns with confidentiality the results from the various cases which involve leading companies such as BASF, Novartis, AstraZeneca and Eli Lilly were averaged. Overall, six industry cases are reported in Packowski (2013), providing the basis for the results reported in figure 4.
4.2 Industry trends
Based on the experience of various consulting projects by Camelot Management Consultants in the field of LEAN Supply Chain Planning, we briefly discuss in this section the specific needs of companies in process industries. In particular, we identified various industry-specific success factors that facilitate the planning and successful implementation of LEAN in process industries:
- Chemicals: Such pioneers and industry leaders in the chemical industry as BASF, Dow Chemical, and DuPont all rely today on cyclic scheduling with fixed production sequences. A central motivation for introducing LEAN SCM for manufacturers of both specialty and basic chemicals, in addition to generally simpler planning processes, is above all more efficient synchronization of their often highly complex global production processes.
- Pharmaceuticals: Due to similar challenges related to production processes, global pharmaceutical manufacturers tried very early on to adopt cyclical planning with the help of Rhythm Wheels that had been used in the chemical industry. A key milestone for companies such as Novartis and AstraZeneca, however, was the development of so-called “High-Mix Rhythm Wheels,” which enable cyclic planning in packaging plants that produce a variety of SKUs.
- Consumer goods: Continuous production processes and batch production are also essential features of the consumer goods industry, which is why, when facing the challenges of the VUCA world, the industry has been re-thinking global supply chain planning. Industry giants such as Procter & Gamble, Coca Cola, and Nestlé rely on LEAN SCM concepts to sustainably and efficiently align their supplies with their customers. Custom-tailored IT solutions are essential to ensure rapid response in the market.
In this article, we provided an overview of the concept of LEAN SCM as a response to the new supply chain planning challenges that arise in today’s dynamic and volatile business environment. We highlighted cyclic planning, synchronization and variability management on the capacity and inventory side as key elements of LEAN SCM. Based on reported industry cases in Packowski (2013), we summarized what improvement potential can be unlocked by the implementation of LEAN SCM.
References
Bohl, R. (2010): Lean Production – Holistically Considering Both Supply and Demand to Optimize the Value to Customers, presentation held at the LogiPharma 2010, Boston.
Cecere, L. (2013): A Practioner`s Guide to Demand Planning, Supply Chain Management Review, March/April 2013, pp. 40-46.
Elmaghraby, S.E. (1978): The economic lot scheduling problem (ELSP): Review and extensions, Management Science, 24(6), pp. 587–598.
Foster, B. (2007): DuPont Operations – Supply Chain& Business Process Modeling, available at http://www.iienet2.org/ uploadedfiles/ Webcasts/Members_only/Foster_2011_IIE_Conference_PID080111.pdf, accessed August 15, 2013.
King, P. L. (2009): Lean for the Process Industries -Dealing with Complexity, Productivity Press, New York.
Packowski, J. (2013): LEAN Supply Chain Planning: The New Supply Chain Management Paradigm for Process Industries to Master Today’s VUCA World, CRC Press, New York.
Packowski, J., Knein, E. and Streuber, P. (2010): Ein innovativer Lean Ansatz zur Produktionsplanung und –steuerung—Das Multi-Echelon Rhythm Wheel Konzept am Beispiel einer pharmazeutischen Supply Chain, in: R. Schönberger and Elber, R. (ed.), Dimensionen der Logistik Funktionen, Institutionen und Handlungsebenen, Gabler Verlag, Wiesbaden, pp. 101–115.
Womack, J. P. and Jones, D. T. (2003): Lean Thinking: Banish Waste and Create Wealth in Your Corporation. Revised and Updated, Productivity Press, New York.
Womack, J. P. and Jones, D. T. (2005): Lean Solutions: How Companies and Customers Can Create Value and Wealth Together, Productivity Press, New York.
http://www.leansupplychainplanning.com, accessed August 31, 2013.